
单位名称:鞍钢机械开发民企机械厂
鞍山双兴镀锌有限公司
联系人:沈太胜
手机:13942222400
电话:0412-8812449
Q Q:1481198998
邮编:114000
E-mail:agxinguo@163.com
网址:www.agxinguo.com
厂址:鞍钢厂内
办公地址:辽宁省鞍山市铁西区西民
生路111号
锌锅形状要有利于锌锅在制造和使用过程产生内应力及应变的可能降低到最低限度。锌锅一般做成为长方体形状的容器,这样的锌锅在实际热镀锌生产中最为适用。有时为了操作方便也会使用形状复杂的锌锅,但是这样的锌锅可能热应力很大,一般不宜推荐使用。锌锅的尺寸必须根据热镀锌构件的尺寸、锌锅的生产能力来决定。
1.锌锅的尺寸
锌锅的尺寸首先按产品的需要而定,锌锅的最小尺寸(长度、宽度和深度)必须保证单个大工件或一定数量的小工件能方便地浸入锅内。
由于锌浴面散热很大,在满足工件能方便地放入的前提下,应尽量减小锌锅的长度和宽度,以节省能耗。减少锌浴面的散热,就可以减少通过锌锅壁的传热量,也就可以降低锌锅的加热强度,这有利于延长锌锅的使用寿命。锌浴面小,锌浴面的氧化产生的锌灰也会减少。
为了适应输电钢杆这类较长而一端尺寸较大的热镀锌产品,又不希望锌锅容积太大,可将锌锅做成为一头宽一头窄即水平截面为狭长的等腰梯形的形状,但锌锅两端的宽度不能相差太大。
锌锅的长度、宽度确定后,可考虑适当加大锌锅深度,加大锌锅的深度有以下好处:
1)工件浸入较深的锌锅时,不容易接触到和搅动锅底的锌渣,有利于沉渣。在沉渣好的锌浴中生产的镀件表面光滑,锌层较薄且比较均匀。
2)增大锌锅的容锌量,即增大锌浴的热容量,工件浸入时锌浴的温度波动减小。
3)在相同的输入功率下,锅壁加热强度将减小,可减小锌锅内壁与锌浴时温差,这对提高锌锅寿命至关重要。
在生产实践中,锌锅的宽度和深度的比例范围通常为1:(1.3~2)。
2.锌锅的结构。
制造锌锅用的钢板厚度通常为40 ~50mm。尺寸很大的锌锅,或生产能力很高的锌锅(例如,用于带钢和钢丝连续热镀锌的锌锅),也有用更厚的钢板制造的,甚至可堆焊锌锅材料加厚锅壁。一些小和浅的锌锅,也可用厚度为30 ~40mm的钢板制造。锌锅上锅沿加强板厚度通常与锅壁相同。
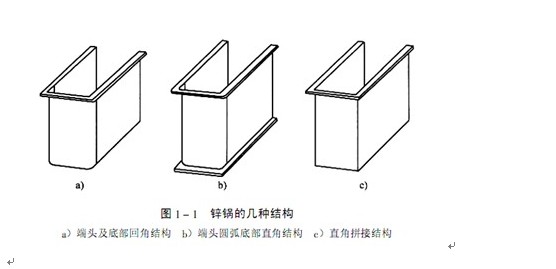
根据锌锅各立面之间以及立面与底面的连结方式,锌锅的结构通常可分为下列三种形式:
1)锌锅长度方向的中间部分由一段或多段预弯成U形的钢板组成。预成形的锌锅端头板包含锌锅的端头立面和小部分侧立面及底面,这些面之间为圆弧过渡,端头的两个底角成球冠面。然后将端头板与中间U形段焊接起来,如图6-1a所示。这样的结构可以使锌锅的危险区,包括底面与立面的转接处、端立面与侧立面的转接处,产生应力集中的倾向大大减小。这种形式的锌锅可使用最新的自动电渣焊技术,填充电极用与锌锅钢板完全相同的低硅材料轧制或拉制而成。目前,国外的大型锌锅均采用这种结构形式。
2)锌锅锅壁由两个平的侧立面板与两块预制成U形的端部立面板组成,将所有立面板焊在一块平底板上,如图1-1b所示。立面板与底板之间的焊缝为角焊缝,不可能使用电渣焊。这种结构形式的锌锅底部转角为直角,这个部位的焊缝区将成为应力最大的危险区和薄弱点,对深度较大的锌锅,这一情况更值得注意和警惕。一般认为,这种结构形式不宜用于深度2m以上的较深锌锅。
3)锌锅的侧立面和端头立面均为平板,它们组焊在一块平底板上,如图1-1c所示。这样的锌锅结构的底部焊缝位置将成为应力最大的危险区。这种结构一般只妮用于尺寸较小的锌锅。
鞍钢机械开发民企机械厂
鞍山双兴镀锌有限公司
地 址:辽宁省鞍山市铁西区西民生路111号
联系人:沈太胜
电 话:13942222400
电 话:(0412) 8812449
邮 箱 : agxinguo@163.com
网址:www.agxinguo.com

手机站二维码

